

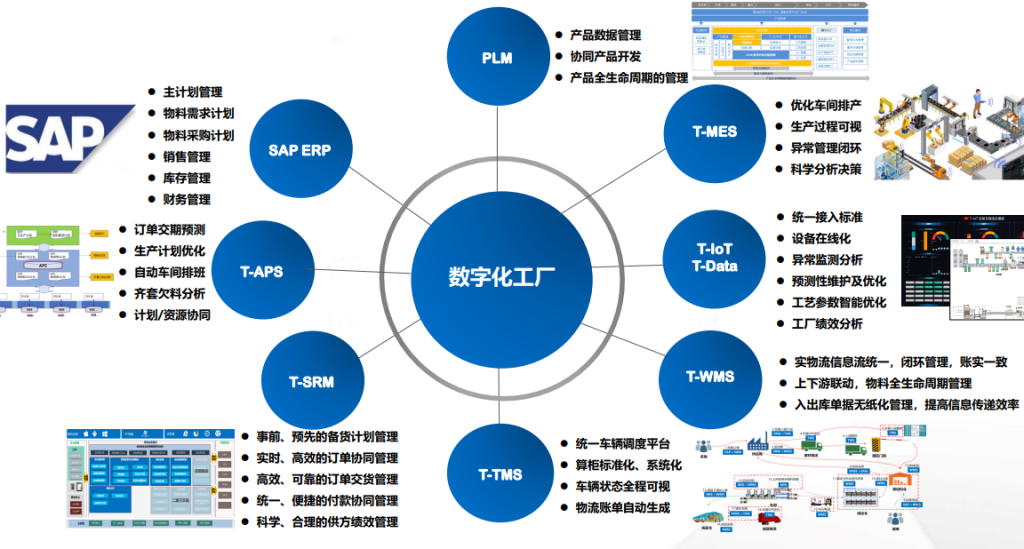
接到一个客户的咨询,这个客户是一个典型的中小工厂,产值5亿左右,去年(2023)工厂投资了几百万进行数字化工厂转型,光软件就花了100多万,从PLM开始到ERP,再到配套的WMS、MES、SCM,以及工厂内部的OA,可以说,主流的信息化软件都有了。这还不包括价格不菲的数采设备。
可是理想是美好的,实际效果却不尽人意,数字化转型后没有带来生产运营效率的提升,反而让工厂各工序之间的WIP在制库存高涨,订单交付周期延长,从而进一步让订单交付变差。客户也很痛苦,钱也花了,人也累了,数字化转型也遥遥无期。
在到实际工厂详细调研了后,发现问题远远不只是表面上的数字化转型不成功的这个单一问题。问题非常多。包括BOM的逻辑、ERP的跑单逻辑、图纸图号等问题。总结起来了就是:
“数字都没有,如何转型数字化?”
所以在谈谈转型数字化工厂前,请先准备好数字。这些数字包含哪些呢?核心的数字有物料清单、编码原则、转单原则、物料属性、约束条件、设备信息等,个人观点,仅供参考;
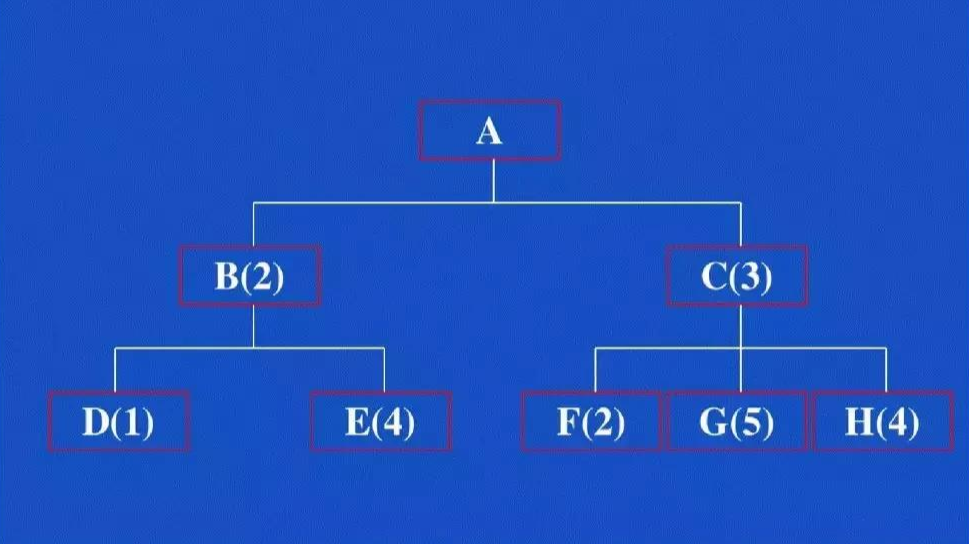
物料清单BOM
物料清单是数字化工厂最为核心的,在没有理顺物料清单前,无论花多少钱在软件上也是于事无补的。BOM清单决定了后续ERP跑MRP的逻辑。有些工厂的工艺非常复杂,研发在建立的BOM的时候可能只有基准BOM,最终BOM需要等客户确认有的这样情况。还有些BOM有些物料是没在清单上面,而实际有又在用的。还有层级的问题、定额的问题、领料方式的问题。这些都需要详细的数字。
特别是在BOM中的层级分层中,需要配合MES和ERP的功能特点,不是分层越细越好,也不是分层越少越好,需要符合实际的制造工艺。找到关键的分层点。按工序分还是按模块分。
以上是举的BOM清单中常见的一些问题,在没有解决这些问题前,谨慎上,数据的基准非常重要。
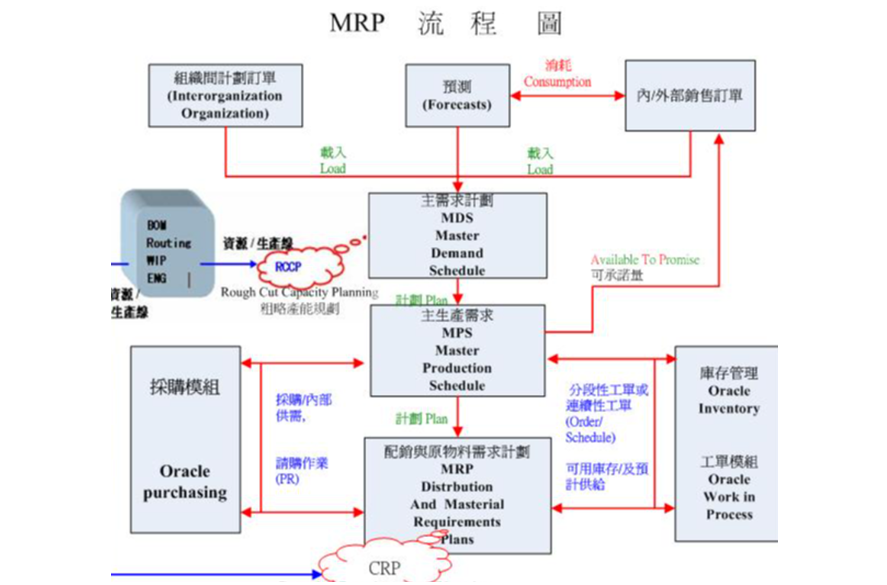
转单原则(MRP)
在仓库的库存准确性,以及工厂内部及时领料及时报工的管理概念没有建立起来的的时候,千万别跑MRP,很多时候工厂对自己的管理太有信心了,配合软件方,在内部推动数字化,用MRP来控制物料需求。方向是没有错的。问题是能够跑起来吗?
调研发现的情况就是这样:
- 仓库库存不准;
- 一码多物、多码一物的问题一直没有解决;
- 报工及时性问题
- BOM准确性问题
- 配置工单问题(需求更改,需要更改工单)
- ……
这样多的问题,跑MRP就是天天“救火”,实在跑不下了,又退回跑LRP(批次需求了)。把团队折腾的上下都累。
物料属性(基础资料)
这个是需要花费特别多的时间去收集的,一般的主流软件上面都的,就是每个物料对应的基础资料(采购周期,前置周期、成本中心、物料属性等)
这些数字不成立专门的项目组去维护管理,很难在短期内把数字化软件需要的数字全部收集完成和校对完成。每上一个信息化软件,软件上面都需要很多数字。
以MES为例,需要有班组资料、设备资料、产线资料、工艺资料、换算资料、大类资料、包装资料、仓储资料、报工点资料、工作站资料等等,而这个客户的产品又是小批量多品种的接单模式,涉及的产品非常广。数字非常多。数字之间没有完全整理好,就强上了。所以在运行MES过程问题特别多。
通过软件方的核查,60%都是基础资料缺失造成的,还有30%是人员使用问题(报工及时性等)只有不到10%是软件本身的问题;
约束资料
数字化工厂的核心之一:利用大数据技术对生产过程中的数据进行分析和挖掘,提取有价值的信息,为生产决策提供支持。而要让软件能够分析和挖掘,就需要数字。特别是制造工厂的约束资料。
非常遗憾,这些核心的约束资料可能都在工厂的管理人员“脑袋”里。他们可以非常快速的知道如何高效的安排生产,哪些模具是瓶颈等。当这些经验没有转成数字前,数字化工厂如何能够转型成功。
所以把约束数据数字化,先用表格标准化,后续用软件批量导入,包括不仅限于以下资料:
- 产能资料:设备、班组的标准工时,颗粒度到编码;
- 模具资料:模具清单、模具对应设备的可用性,是否一对一,还是一对多;
- 采购资料:采购物料的相关周期(最短、最长、物流、发货等)
- 品质资料:不同的产品对应不同客户的要求约束;
- 切换资料:不同的产品对应不同的切换时间。(型号与型号、数量大与数量小等的切换)
- 程序资料:机器人、数采设备的相关约束;
最后总结:
如何解决以上的问题,解决上面的问题,不是一个人,也不是请一个软件方过来实施就可以解决的。需要回归到项目组模式,组建立相关的项目组,老板要重视。量化数字化建立的过程。如基础资料核对每天需要核对多少条?产能资料需要建立多少等;
期间非常考验团队的执行能力与技能能力,特别是表格技能,有些工厂的数据非常大,表格技能不好的,效率非常低下。当然方法论也是有的。总之,这不是一个一两天就能够完成的事情。需要团队收集资料→整理资料→建立数字模型→输入标准化数字→导入数字化软件的一个过程。