

昨天我们完成了系列文章中第13章的内容,系统正式实现了轻量级自动排程的核心闭环:首先,新建“MPS控制台”表,作为排程参数的统一入口,通过配置“开始排程日期”和“核算时间(小时)”两个关键字段,实现排程起点与时间范围的灵活控制;随后,在“MPS主计划”表中,基于已有的“累计工时”数据,构建“完工时间”公式字段,将滚动工时叠加至起始日期,自动推算出每张订单的理论完成时刻;

最后,进一步创建“开工时间”字段,通过“完工时间减去订单用时”的逆向计算,精准还原任务的启动节点。至此,系统已能根据产线顺序、UPH产能与工时模型,自动生成包含“从何时开始、到何时结束”的完整生产时间窗口,真正实现了从“静态计划”到“动态排程”的跃迁,为后续构建可视化排产看板、交期预警机制与资源负荷分析奠定了坚实基础。
切换工时
在完成“开工时间”与“完工时间”的自动计算后,当前排程模型已能反映理想状态下的生产时间轴。然而,在实际生产过程中,当一条产线从一个产品切换到另一个不同产品时,通常需要进行换模、调机、清洗、首件检验等作业,这些活动不产生价值产出,但占用宝贵的生产时间,统称为“切换工时”(Changeover Time)。
UPH(单位小时产能)仅反映纯加工效率,并未包含此类非增值时间。若在排程中忽略切换耗时,将导致计划过于乐观、交付延期风险上升。因此,必须将切换工时纳入排程逻辑,提升计划与现实的贴合度。
设计策略选择
切换工时的管理方式有两种:
统一固定法:所有切换统一按固定时长(如1小时)计算,适用于产品差异小、换线标准化程度高的场景;
SKU级精细化管理:为每个产品组合(或单个SKU)定义独立的切换时间,更贴近实际,灵活性高。本方案采用第二种策略——基于SKU维度维护切换工时,支持未来按工艺复杂度、设备要求等差异化配置,具备更强的扩展性。
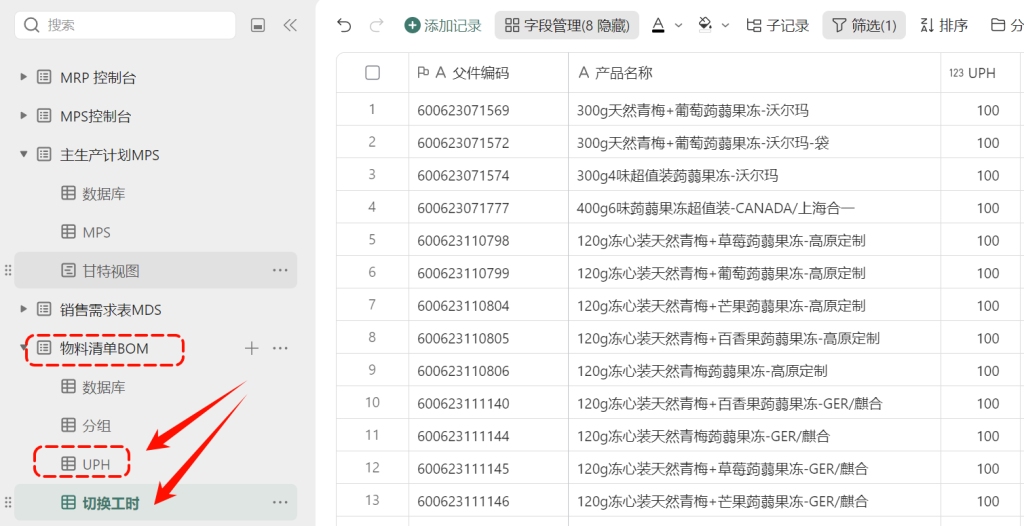
实现步骤:回到“物料清单BOM”表,找到前期创建的“UPH维护视图”(已包含所有父件编码及UPH字段),右键复制该视图,并重命名为:切换工时
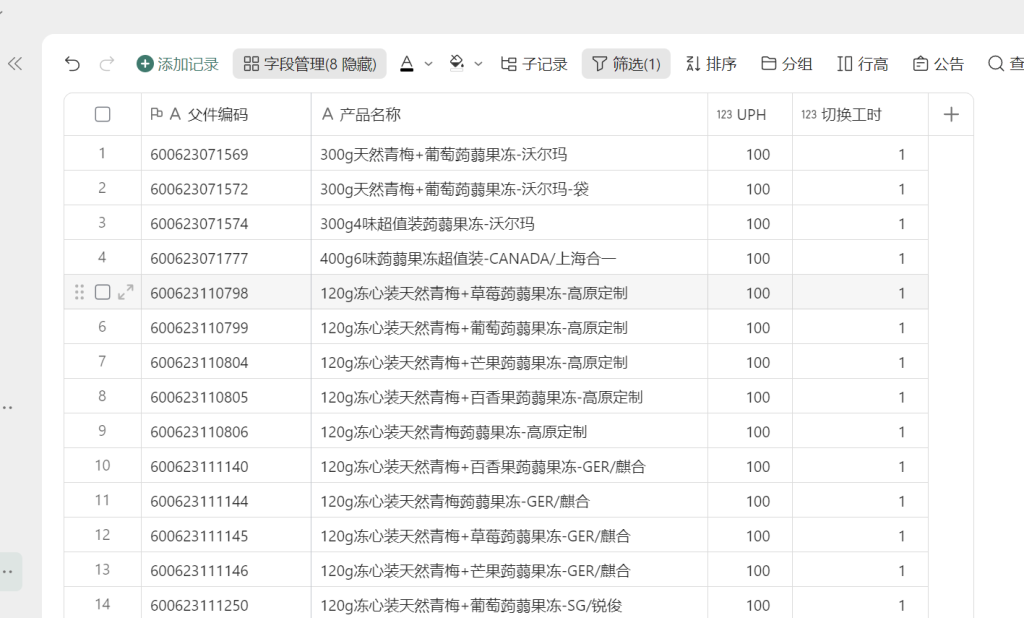
新增切换工时字段
字段名称:切换工时(单位:小时)
字段类型:数字(建议保留1位小数)
填写规则:根据各SKU在产线切换中的实际耗时录入对应值
示例数据:本阶段演示中,为简化操作,所有SKU统一填写为 1.0 小时
实际应用中,应依据IE工业工程数据或历史记录,分别设定如:A产品→B产品=1.5h,C产品→D产品=0.5h 等;数据维护建议:可后续扩展为“源产品→目标产品”矩阵式切换表,实现更精准的换线时间预测;支持按产线分别维护,因同一产品在不同产线的切换难度可能不同
判断切换
在引入“切换工时”数据后,下一步是解决关键问题:何时需要执行切换?并非每一张订单都需换线,只有当同一产线上的前后两个订单所生产的产品(SKU)不同时,才触发切换动作。因此,必须建立一个自动识别“是否换产”的判断逻辑,作为后续叠加切换时间的前提。
为此,在“主生产计划MPS”表中新增一个统计类字段,用于标记每个订单在产线序列中是否为“新产品的首次生产”,即是否需要执行切换。
字段创建:字段名称:判断切换;字段类型:统计字段(或“聚合引用”类字段)
用途:标识当前订单在其所属产线中是否为某SKU的首次出现,用于判定是否需计入切换工时
配置如下:
需要统计的字段:“主生产计划MPS”数据表中的产品编码字段;
统计方式:计数
统计条件1:线体等于线体
条件条件2:编号小于等于编号 (编号是一组升序数字1、2、3……,系统自动填充字段)

该字段的本质是:在当前产线的历史订单序列中,从开始到当前订单为止,该产品编码共出现了几次?
若返回值为 1:表示这是该产品在该产线上的第一次出现 → 需要切换
若返回值 > 1:表示该产品为再次生产 → 无需切换(假设连续生产或间隔较短)
示例说明

实现效果:系统可自动识别出第1、3、4条订单为“换产节点”,为后续动态叠加切换工时提供判断依据。;
引用切换
在“判断切换”字段成功识别出哪些订单需要执行换产操作后,下一步是将预设的切换工时数据精准注入到对应订单中。只有当切换发生时,才应计入该时间成本;若为连续生产,则无需额外耗时。这种“条件性加载”机制,是构建真实排程模型的关键一步。
为此,在“主生产计划MPS”表中新增一个公式字段,用于根据判断结果动态引用SKU级别的切换工时。
录入以下公式:
IF([@判断切换]=1,XLOOKUP([@产品编码],物料清单BOM![父件编码],物料清单BOM![切换工时]),0)
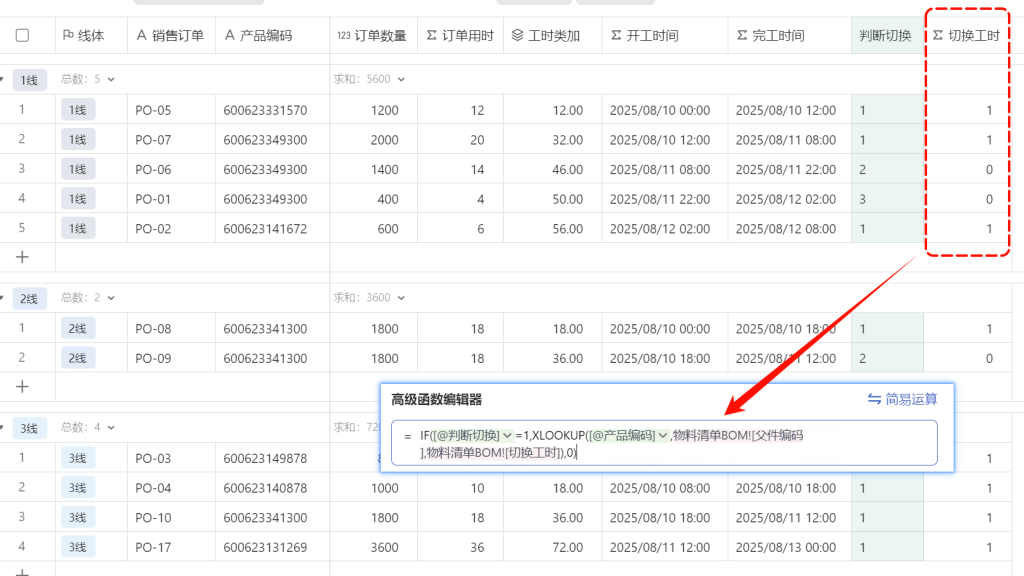
公式解释:
该公式采用“条件判断 + 精准查找”的逻辑结构:
条件判断:[@判断切换] = 1
若当前订单是某SKU在该产线上的首次生产(即需要切换),则进入查找流程;
否则返回 0,表示无需切换时间。
数据查找:XLOOKUP([@产品编码], 物料清单BOM![父件编码], 物料清单BOM![切换工时])
以当前订单的“产品编码”为关键字;
在“物料清单BOM”表的“切换工时”视图中,匹配对应的“父件编码”;
返回该SKU所配置的“切换工时”数值(如1.0小时)。
示例:
订单A:产品编码 = A01,判断切换 = 1 → 查找A01的切换工时 = 1.0 → 结果 = 1.0
订单B:产品编码 = A01,判断切换 = 2 → 不需切换 → 结果 = 0
订单C:产品编码 = B01,判断切换 = 1 → 查找B01的切换工时 = 1.5 → 结果 = 1.5
通过“切换工时”公式的配置,我们成功实现了换产时间的条件化、动态化引用,使排程模型能够真实反映生产现场的准备作业耗时。至此,系统已具备“识别切换 → 加载工时”的完整逻辑链条,为后续重构累计工时与完工时间、生成更贴近现实的生产计划打下了坚实基础
未完待续……