

✨ 系列第53篇|从零开始搭建标准ERP架构
👣 接续第52天“全自动达成率分析”,今天我们进入 MES工艺层的核心建设
🔧 目标:实现“零件 → 工艺 → 标准化 → 可配置 → 可追溯”全链路闭环
🎯 关键点:主数据管理 + 单向关联 + 编码规则
💡 核心价值:让每个零件都有唯一的“工艺身份证”
🔍 回顾:我们已经做了什么?
在前几篇中,我们完成了:
建立了 MPS主生产计划模块
实现了 电子派工与一键报工
构建了 计划达成率自动分析系统
这些都属于“装配级”或“整机级”的管理,适用于组装类企业。
但现实中,很多制造业(尤其是服装、鞋帽、机械加工)需要:
❓ 某个零件要经过多个工序才能完成
❓ 每道工序都要独立报工
❓ 不同零件的工艺路线不同
❓ 同一工序名称可能被叫成“平头”、“平小头”、“平大头”……
这就带来了巨大的问题:
❌ 数据不统一 → 分析无效
❌ 员工随意填写 → 管理混乱
❌ 无法追踪每道工序的效率
因此,我们需要引入一个全新的概念:
✅ 工艺主数据(Process Master Data)
而今天的任务,就是搭建这个体系的第一块基石。

✅ 步骤一:创建“9.工艺模块”文件夹
✅ 新建文件夹:9.工艺模块
用于集中管理所有与“工艺”相关的数据
包括:
- 工艺名称库
- 零件工艺配置
- 工艺执行明细
✅ 设计原则:
独立于其他模块,避免污染
易于维护和扩展
支持多工厂、多产线复用
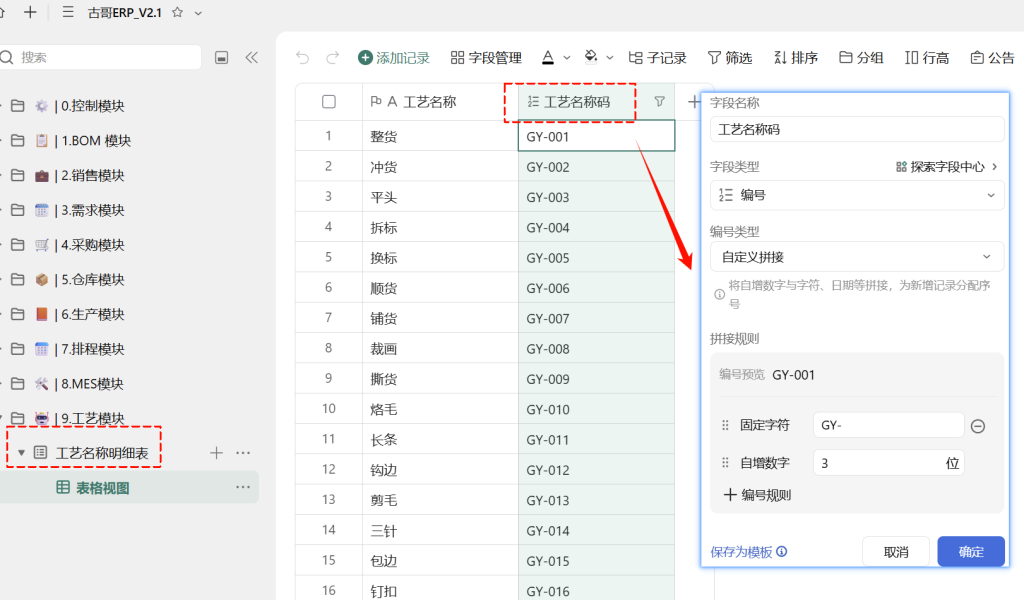
✅ 步骤二:创建“工艺名称明细表”
✅ 表名:工艺名称明细表
✅ 字段配置:
| 字段名 | 类型 | 说明 |
| A 工艺名称 | 文本 | 如“整货”、“冲货”、“平头”等 |
| 工艺名称码 | 编号 | 自定义拼接:GY-001, GY-002… |
✅ 编号规则:
固定字符:GY-
自增数字:3位(如001~999)
作用:唯一标识每种工艺,便于系统识别
✅ 示例:
✅ 为什么必须标准化?
避免“平头” vs “平小头” vs “平大头”
避免员工自由发挥
支持自动化统计与分析
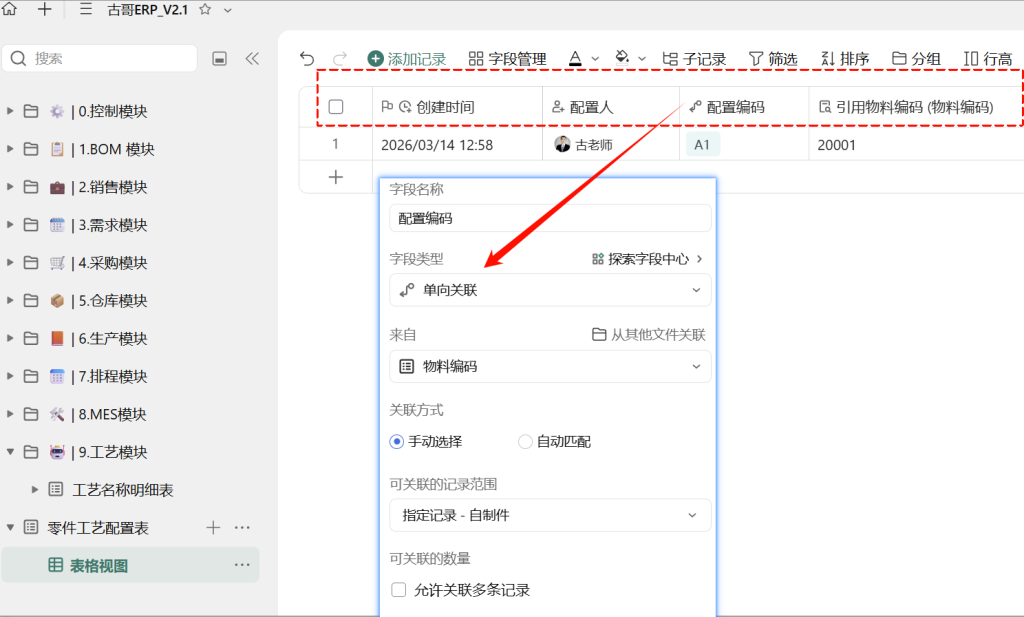
✅ 步骤三:创建“零件工艺配置表”
✅ 表名:零件工艺配置表
✅ 字段配置:
| 字段名 | 类型 | 说明 |
| 创建时间 | 时间 | 记录配置时间 |
| 配置人 | 人员 | 记录谁配置的 |
| 配置编码 | 单向关联 | 来自“物料编码”表,仅限“自制件” |
| 引用物料编码 | 引用字段 | 显示所配置的物料编码(方便查看) |
✅ 关键点:
单向关联字段:确保只能选择已存在的物料编码
限制范围:只允许选择“自制件”类型
禁止手动输入:防止随意填写
✅ 作用:
定义“某个零件”需要走哪些工序
是后续“按工序报工”的依据
支持多人协作配置,责任可追溯
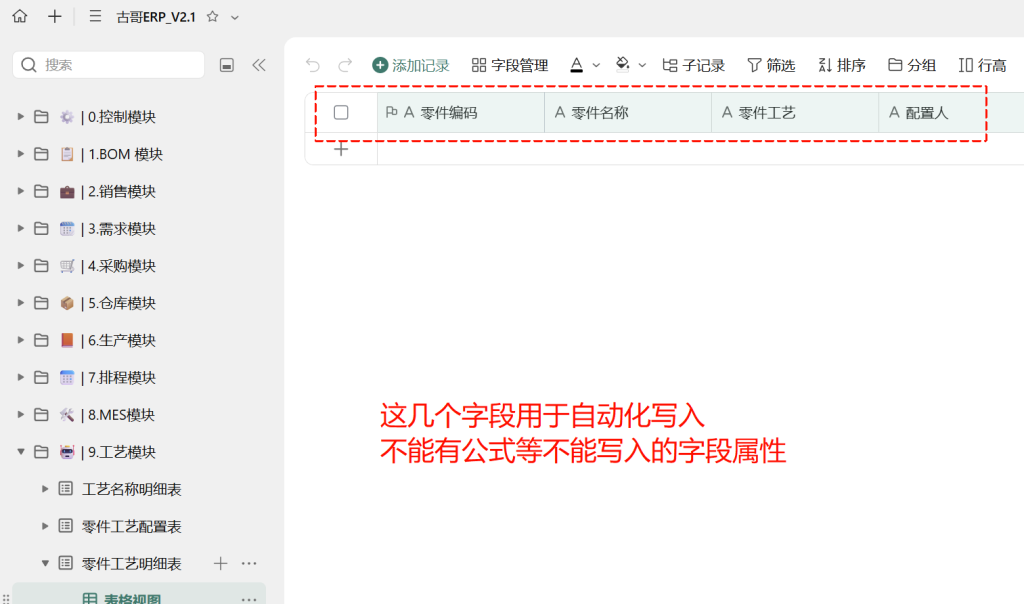
✅ 步骤四:创建“零件工艺明细表”
✅ 表名:零件工艺明细表
✅ 字段配置:
| 字段名 | 类型 | 说明 |
| A 零件编码 | 文本 | 由自动化流程写入 |
| A 零件名称 | 文本 | 由自动化流程写入 |
| A 零件工艺 | 多选 | 由自动化流程写入 |
| A 配置人 | 人员 | 由自动化流程写入 |
✅ 特别提醒:
所有字段都不能有公式!
必须支持“自动写入”
是最终执行层的数据表
✅ 用途:
存储每个零件的完整工艺路线
供“工序报工”使用
支持按零件、按工序筛选
📊 实际效果演示(以图为例)
🟩 图1:工艺名称明细表 —— 标准化起点
所有工艺名称统一命名
每个工艺都有唯一编码
支持快速查找与引用
🟩 图2:零件工艺配置表 —— 工艺路线设计器
选择物料编码 → 配置其工艺流程
可由工艺工程师或PMC负责
支持历史版本对比
🟩 图3:零件工艺明细表 —— 执行层数据表
未来将通过自动化流程填充
每条记录代表一个零件的一条工艺路径
支持后续“按工序报工”
🛠️ 为什么这样设计?背后逻辑解析
| 设计点 | 原因 |
| 使用“编号字段”而非纯文本 | 实现唯一性,支持系统识别 |
| 引入“单向关联”字段 | 强制规范输入,杜绝随意填写 |
| 限制“仅自制件” | 避免外购件误配 |
| 创建“配置表” | 实现“配置即策略”,灵活调整 |
| 设置“明细表” | 为自动化写入预留空间 |
✅ 这套模型,其实就是一个 微型PLM(产品生命周期管理) 的雏形!