核心概念定义
- RCCP(粗能力计划)
- 定义:在制定主生产计划(MPS)时,快速评估关键资源(如设备、人力、工时)是否满足生产需求,确保计划在宏观层面的可行性。
- 特点:
- 聚焦关键资源(如瓶颈环节),忽略非关键资源;
- 基于主生产计划(MPS)进行估算;
- 目标是快速发现重大产能冲突,避免计划根本性失败。
- 无限产能计划(ICS, Infinite Capacity Scheduling)
- 定义:假设资源产能是无限的,不考虑实际限制,直接按需求生成生产计划。
- 特点:
- 忽略资源约束,仅根据订单优先级和交期排程;
- 常用于初步计划或资源充足的情况;
- 结果可能不现实,但能暴露潜在瓶颈。
- 有限产能计划(FCS, Finite Capacity Scheduling)
- 定义:严格基于实际资源限制(如设备、人力、时间)生成生产计划,确保所有任务在产能范围内完成。
- 特点:
- 详细考虑所有资源约束;
- 常用于详细排程(如车间作业计划);
- 计划更精准,但计算复杂度高。
三者对比分析
| 维度 | RCCP(粗能力计划) | 无限产能计划(ICS) | 有限产能计划(FCS) |
| 目标 | 验证主生产计划(MPS)的可行性 | 快速生成初步计划,暴露潜在瓶颈 | 生成严格符合资源约束的详细计划 |
| 资源假设 | 仅考虑关键资源,忽略非关键资源 | 假设资源无限,完全不考虑产能限制 | 严格基于实际资源限制 |
| 适用阶段 | 主生产计划(MPS)制定阶段 | 需求初步规划阶段 | 详细生产排程阶段(如车间级) |
| 颗粒度 | 中观(关键资源) | 粗(仅订单优先级) | 细(所有资源的详细约束) |
| 结果可靠性 | 避免重大瓶颈,但可能存在局部问题 | 可能不现实,需后续修正 | 高度可靠,但需频繁动态调整 |
实际案例说明
场景:某机械厂生产齿轮箱
- 关键资源:数控机床(每月可用工时 400 小时)、装配线(每月可用工时 600 小时)。
- 主生产计划(MPS):生产齿轮箱 A(需数控机床 1 小时/台,装配线 2 小时/台)和齿轮箱 B(需数控机床 2 小时/台,装配线 3 小时/台),计划产量为 A 200 台、B 100 台。
不同方法的规划结果
- RCCP(粗能力计划)
- 步骤:仅分析关键资源(假设数控机床是瓶颈)。
- 计算:
- 数控机床需求 = (200×1) + (100×2) = 400 小时(刚好满足产能)。
- 结论:主生产计划可行,无需调整。
- 无限产能计划(ICS)
- 假设:资源无限,按交期排产。
- 结果:
- 直接安排生产,忽略资源限制。
- 问题:若实际数控机床仅 400 小时,装配线需求 = (200×2)+(100×3)=700 小时 > 600 小时,导致装配线超负荷。
- 有限产能计划(FCS)
- 步骤:考虑所有资源约束,动态调整排程。
- 结果:
- 数控机床需求 400 小时(满足),装配线需求 700 小时(超负荷 100 小时)。
- 调整方案:延长装配线工作时间(加班 100 小时)或分批次生产。
关键区别总结
- 资源假设不同:
- RCCP 关注关键资源,允许非关键资源存在缺口;
- ICS 完全忽略资源限制;
- FCS 严格基于所有资源限制。
- 应用阶段不同:
- RCCP 用于 MPS 的可行性验证;
- ICS 用于快速生成初步计划;
- FCS 用于详细排程。
- 结果可靠性:
- RCCP 和 FCS 更贴近实际,但 FCS 精确度更高;
- ICS 仅用于理论推演或资源充足场景。
如何选择?
- 初步规划阶段:优先用 ICS 快速生成计划,再用 RCCP 验证关键资源瓶颈。
- 详细排程阶段:必须使用 FCS,确保计划可执行。
- 资源紧张时:结合 RCCP 和 FCS,先解决关键瓶颈,再细化排程。
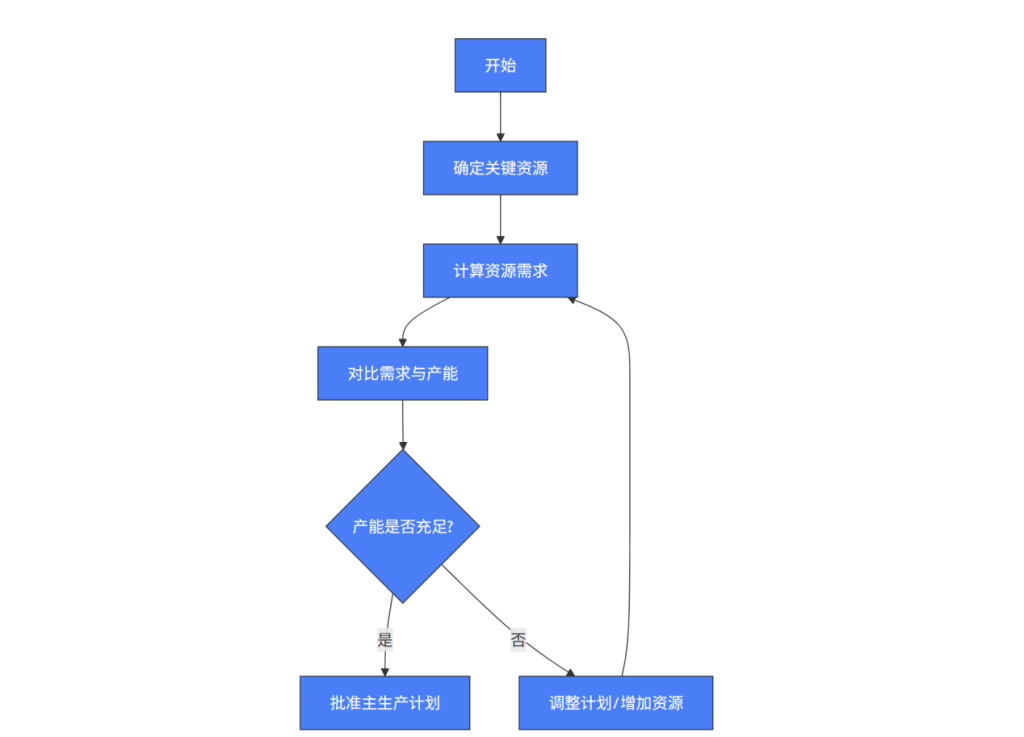
运作流程
- %% RCCP 评估流程
- flowchart TD
- A[开始] –> B[确定关键资源]
- B –> C[计算资源需求]
- C –> D[对比需求与产能]
- D –> E{产能是否充足?}
- E –>|是| F[批准主生产计划]
- E –>|否| G[调整计划/增加资源]
- G –> C
- %% 样式定义
- classDef blue fill:#007BFF,stroke:#333,color:#FFF;
- class A,B,C,D,E,F,G blue;
运作步骤
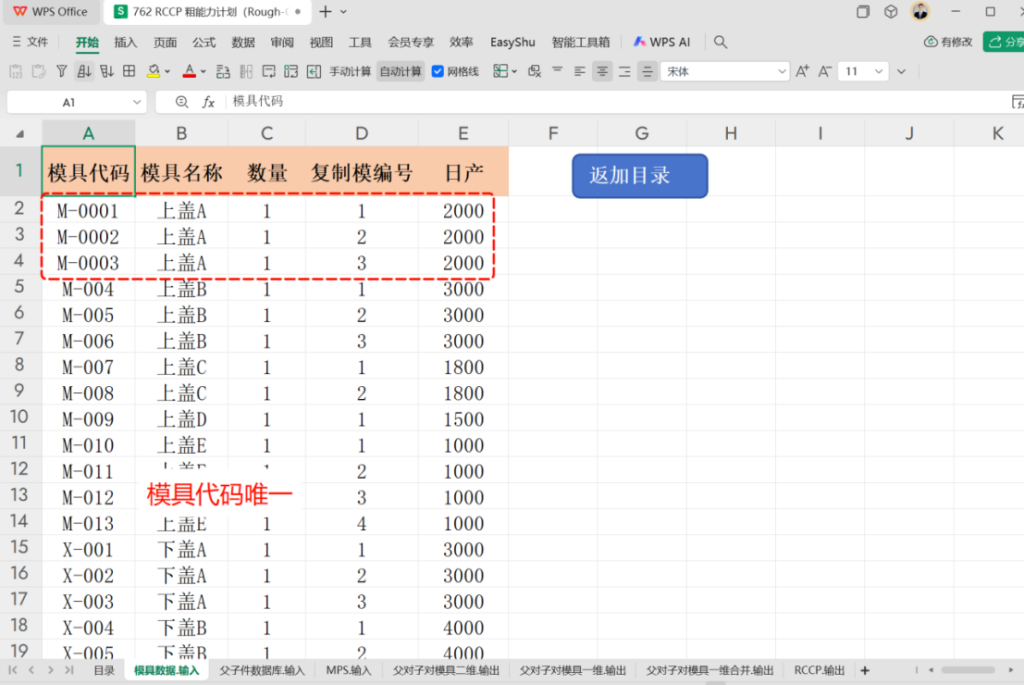
表一:模具数据录入
这里模具需要用维一代码,不管模具名称是否相同,如上盖A有3套模具,代码不一样,但模具名称都一样,注意复制模具编号,后续还有复制模具,增加上去即可;
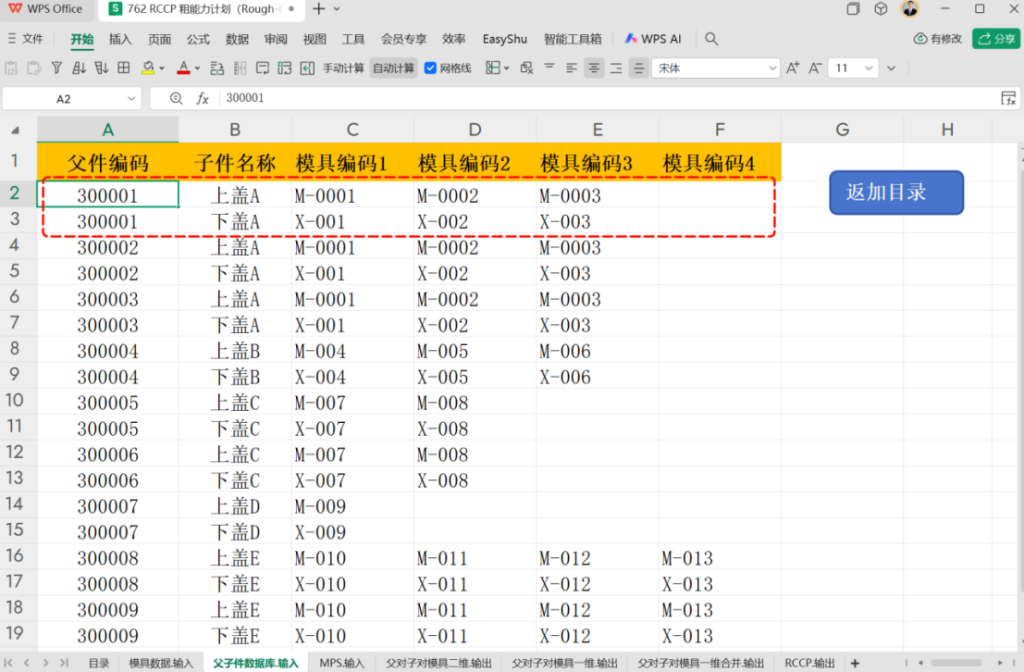
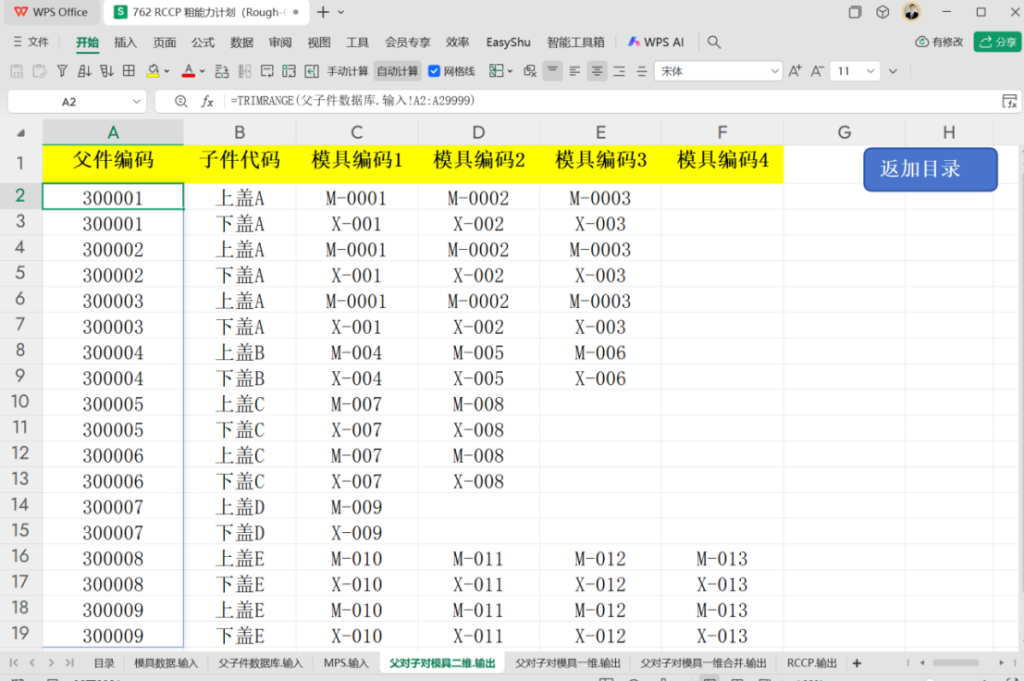
表二:父子件数据库.输入
这个数据库是PMC计划员评估RCCP的重要自定义数据库之一,一个父件有多个子件,每个子件对应多套模具,如300001父件对应了两个子件,一个是上盖,一个是下盖,后续如有模具增加,对应关系需要填充到对应位置。
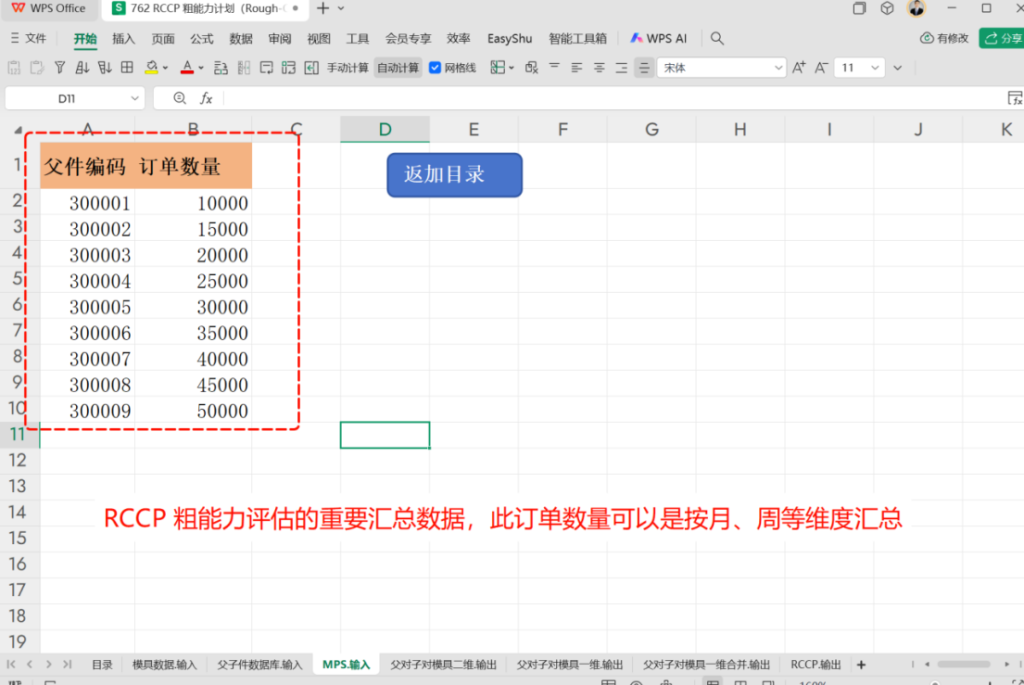
表三:MPS 主生产计划输入
表四:父对子对模具二维.输出
这张表为中转表,为父对子对模具二维.输入的1:1公式转换,公式用裁剪函数进行了范围预留;
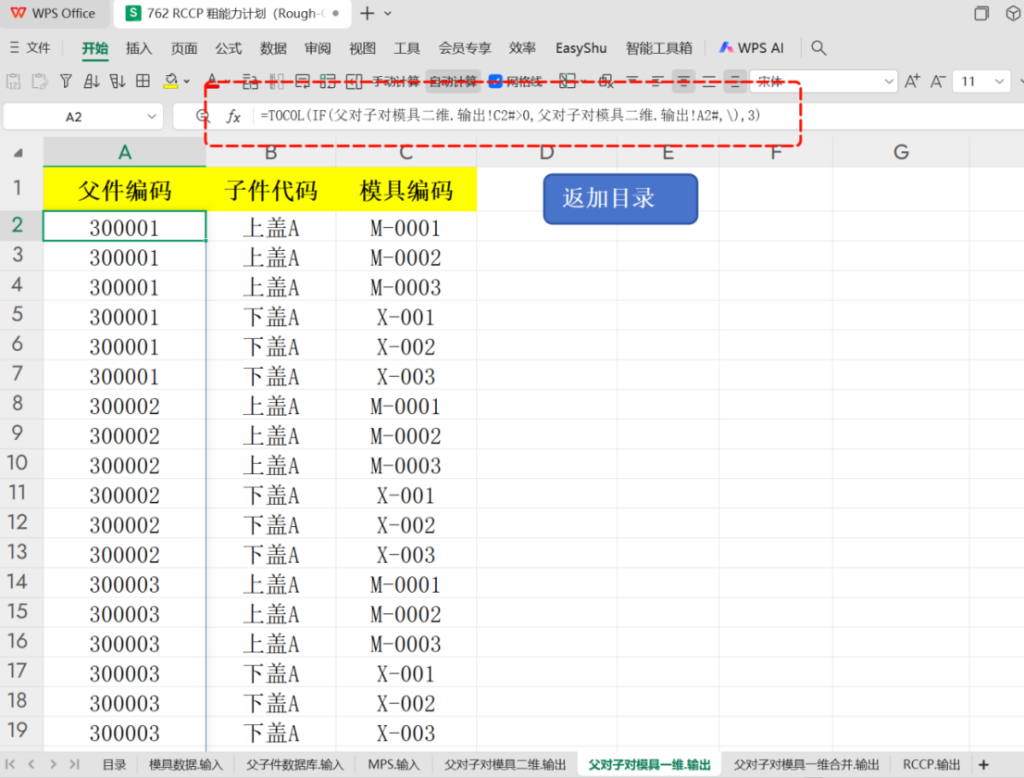
表五:父对子对模具一维.输出
针对表四二维父对子对模具二维.输出的一维转换,通过转换列函数进行转换;
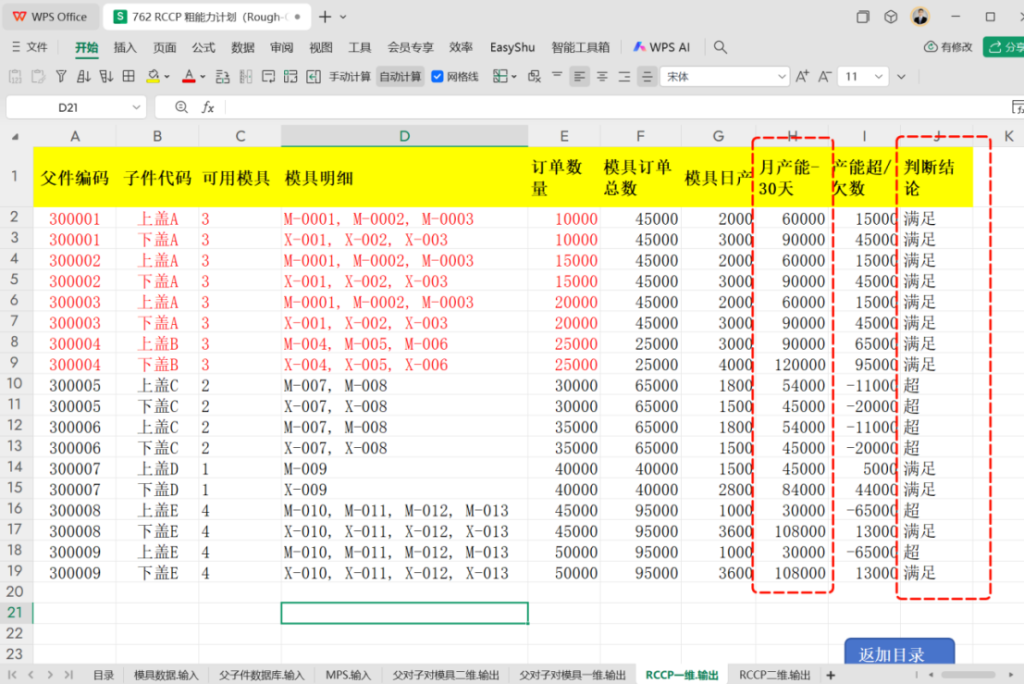
表六:RCCP一维.输出
这个是RCCP粗能力计算的一维输出分析表,可以看到订单的产能是否超出模具产能,这里是按月产能30天来评估的。
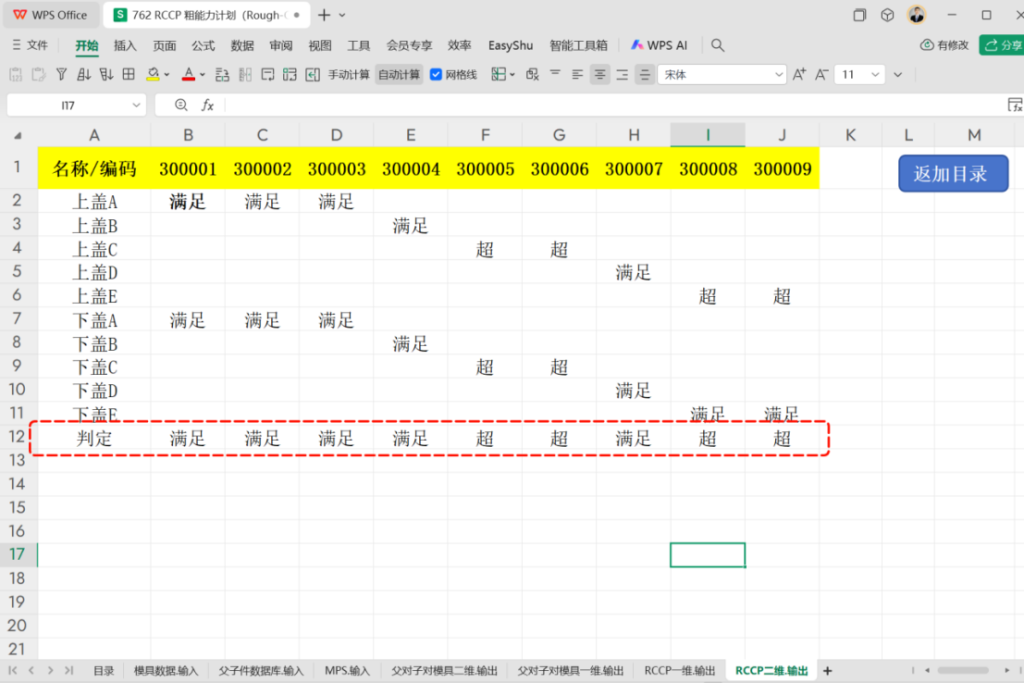
表七:RCCP二维.输出
这是通过RCCP一维.输出转换成二维展示的效果,这样方便快速查看所排产品是否能够满足订单需求;