接到一位PMC人员的需求反馈。他的日常工作包含一项关键任务:在排产对应产品的同时,需向车间下发产品图纸。由于所在工厂采用小批量、多品种的生产模式,图纸数量多达数千张且仍在持续增加。这些图纸未进行定位管理,分散在不同文件夹中,导致他每天花费大量时间查找所需图纸,严重影响其他工作的正常开展。
于是他找到古老师,看一下能否为他设计一个小程序来解决他快速找图纸的问题。
现状分析
存储容器与数量:图纸目前按“一物一码”(一个产品编码对应一张图纸)原则存储,但分散于各类容器中(如文件夹、塑封袋)。各容器内图纸数量差异显著,存在诸如8张或10张等不一致情况。
分类与存放结构:图纸的主要分类依据是客户代码。每个客户拥有其专属文件夹(或文件夹组),存放其所有产品的图纸。客户图纸量决定占用文件夹数量,少则一个文件夹,多则数个文件夹。
物理位置与容器规格:图纸的物理存放地点分散且杂乱,分布于办公区域的柜子、桌面、抽屉中。用于存放图纸的文件夹及容器规格不统一,大小参差不齐。
改善思路
标准化存储设备采购与设计:核心方案是采购标准图纸柜与标准文件夹。图纸柜需定制为4层设计,每层可容纳10个文件夹。文件夹同样进行定制,设定固定容量为20张图纸(对应每本20页)。
明确存储单元容量:基于上述设计:每个文件夹容纳20张图纸 → 每层图纸柜(10个文件夹)可存储200张图纸(10 * 20) → 每个4层图纸柜的总存储量为800张图纸(4层*200张)。
采购数量规划依据:根据当前图纸规模及规划的单柜800张容量,采购6个标准图纸柜即可提供总计4800张图纸的存储空间,满足当前及一定时期内的增长需求。

位置编号
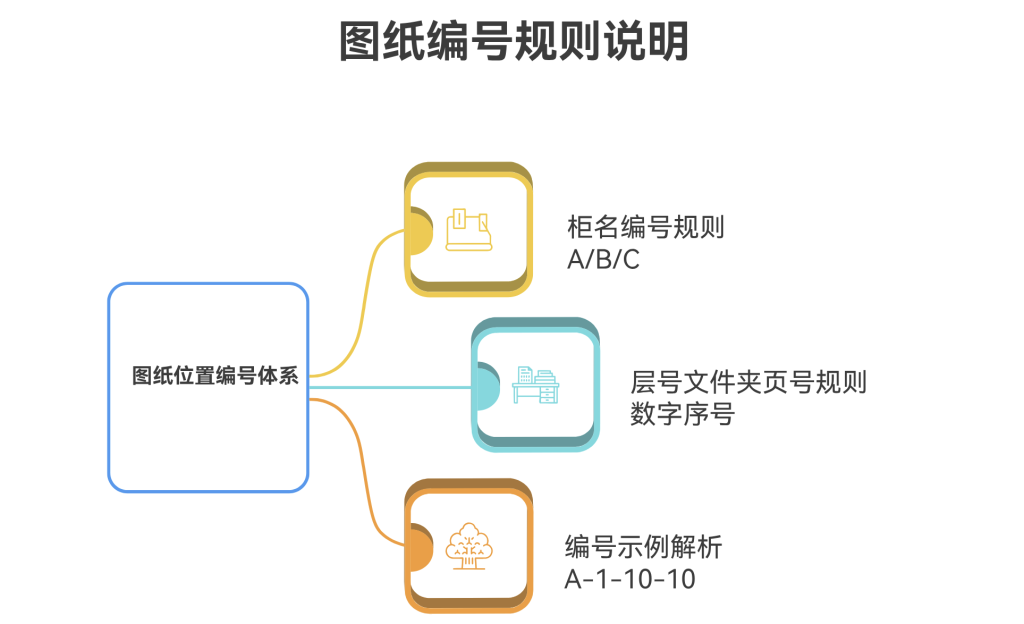
为便于图纸归档后快速定位查找,设计四级位置编号体系:柜名 – 层号 – 文件夹号 – 页号。
柜名: 采用英文字母序列编号(A, B, C, …)。
层号、文件夹号、页号: 均采用阿拉伯数字编号。
示例: A-1-10-10
此编号表示该图纸位于 A号柜、第1层、第10个文件夹、第10页。