

PMC混乱的根源,不在人,而在“三无”
——用“三有原则”重建生产计划的底层逻辑
在很多离散制造工厂里,PMC(生产计划与物料控制)常常被戏称为“救火队”:订单一来就手忙脚乱,物料一缺就全线停摆,交期一压就通宵加班……
问题出在哪?真的是计划员能力不行吗?
未必。
真正的问题,往往藏在系统底层——我们缺乏一套清晰、可执行、可复制的管理逻辑。
古老师分享一下破局的关键:
“所有事情,必须做到‘有标准、有逻辑、有数据’——这就是PMC的‘三有原则’。”
今天,用古老师的实战框架,带大家看清PMC混乱的根本原因,并给出一条可落地的解决路径。
一、为什么PMC总是“乱”?因为我们在“三无”状态下作战
很多工厂的PMC现状,其实是典型的“三无”状态:
- 无标准:同一个计划任务,张三做一套、李四做一套,全靠个人经验;
- 无逻辑:为什么排这个单?为什么用这个工时?没人说得清,只能“大概估一下”;
- 无数据:库存不准、BOM不清、工时模糊,计划成了“纸上谈兵”。
结果就是:
- 新人上手难,老员工一走就瘫痪;
- 计划频繁变更,执行部门怨声载道;
- 管理层想优化,却连问题出在哪都说不清。
这不是人的问题,是系统的问题。
二、“三有原则”:PMC从“救火”走向“防火”的底层逻辑
所谓“三有”,即:
✅ 有标准 —— 每件事都有明确的操作规范
✅ 有逻辑 —— 每个决策都有清晰的推理依据
✅ 有数据 —— 每个动作都有真实的数据支撑
这不仅是口号,更是一套可落地的方法论。我们通过两张关键图表,就能看清它的实践路径。
图1:构建PMC的“作业说明书体系”——回答“做什么、怎么做、产出什么”
这张表把整个PMC工作拆解为三大模块(数据管理、计划管理、物料管理),再细化到具体节点(如“主计划”“T+1日计划”“单阶欠料分析”),并对每个节点明确:

| 要素 | 内容 |
| 制度与逻辑说明 | 为什么这么做?依据是什么? |
| 操作流程 | 具体步骤是什么?谁负责? |
| 输出表单 | 结果用什么记录?如何传递? |
👉 效果:
- 新员工照表操作,3天就能上手;
- 老员工不再“凭感觉”,而是“按规则”;
- 管理者可审计、可优化、可复制。
这就是把“人脑经验”转化为“组织资产”的关键一步。
图2:定义PMC的“数据底层标准”——回答“怎么算、怎么统、怎么变”
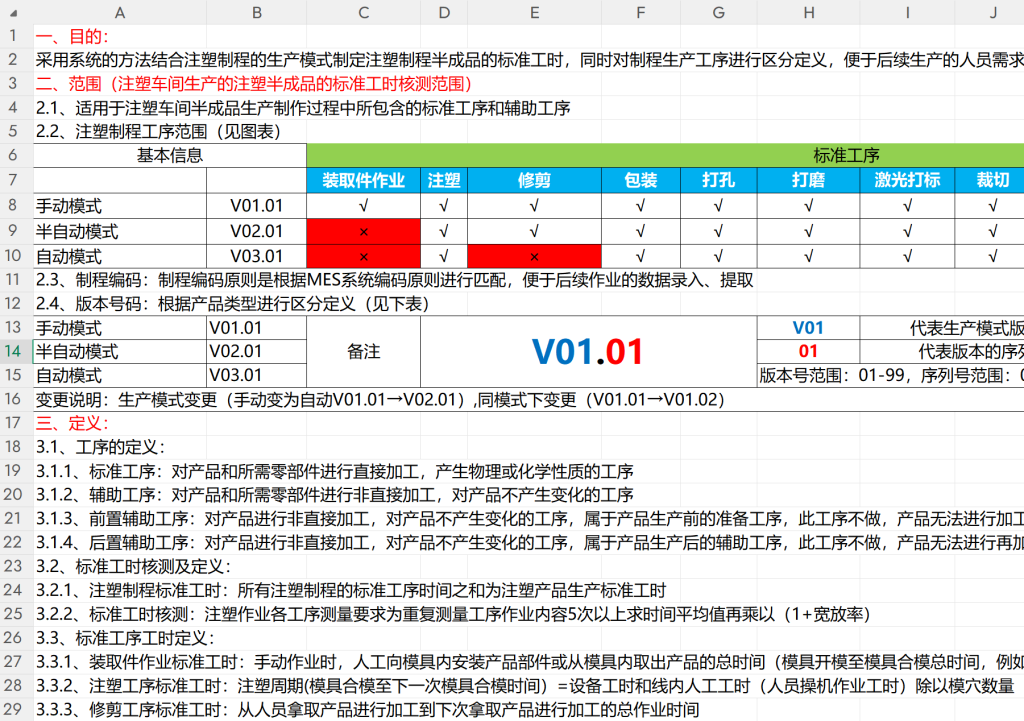
如果说图1是“骨架”,图2就是“血液”。它聚焦于最基础但最容易被忽视的部分:
- 标准工序分类:手动(V01.01)、半自动(V02.01)、自动(V03.01)——不同模式,不同排产逻辑;
- 标准工时公式化:
- 注塑工时 =(开模至合模时间)× 模穴数 ×(1 + 宽放率)
- 打孔工时 = 人工取放周期时间
→ 告别“拍脑袋”,实现科学测算;
- 版本管理机制:所有标准带版本号(如V01.01 → V02.01),确保变更可追溯;
- 概念统一:明确区分“核心工序 vs 辅助工序”“设备工时 vs 人工工时”,消除理解偏差。
👉 效果:
- 工时数据可信,排产更准;
- 工艺变更透明,不会“新旧混用”;
- 为ERP/MES系统提供高质量数据源。
没有图2的“地基”,图1的“大厦”就会摇晃。
三、从“人治”到“法治”:打造可复制的智能制造大脑
古老师的真正意图,不是教你怎么排一张计划表,而是帮工厂建立一套“不依赖人的管理系统”。
他希望实现三个转变:
| 转变方向 | 传统做法 | “三有”做法 |
| 决策方式 | 靠老员工“感觉” | 靠制度+逻辑 |
| 执行依据 | 开会临时拍板 | 查表按流程执行 |
| 知识传承 | 口口相传 | 文档化、标准化 |
更重要的是——
图1和图2,正是未来数字化转型的“原型设计”:
- 图1 ≈ ERP/MES中的功能模块蓝图
- 图2 ≈ 工艺数据库、标准工时库的核心内容
有了它们,智能排产、产能模拟、绩效分析才不是空中楼阁。
四、行动建议:从明天开始,做这5件事
- 把图1打印成《PMC作业手册》,发给每位计划员,作为日常操作指南;
- 将图2纳入工艺数据库,在MES/ERP中建立“标准工时库”,并与设备类型联动;
- 每季度评审一次“逻辑说明”,确保其仍符合实际生产;
- 推行“版本管理制度”,所有标准文件必须带版本号,禁止使用未编号文档;
- 每月开展“三有自查”:随机抽查一项工作,是否满足“有标准、有逻辑、有数据”?
结语:不要让一个人决定一件事
“不要让一个人决定一件事,要用一套标准来决定一件事。”
PMC的终极目标,不是追求某个“天才计划员”,而是构建一个稳定、可靠、可复制的系统。
当你的工厂能做到——
- 新人来了能快速上岗,
- 老人走了不影响运转,
- 计划变了也能从容应对,
你就真正走上了精益化、数字化、智能化的道路。
而这一切,始于“三有”:
有标准、有逻辑、有数据。
📌 欢迎转发给你的PMC团队、生产主管或老板
📌 也欢迎在评论区分享:你们工厂的PMC,卡在哪个环节最多?